

Көміртекті талшық көміртегі мөлшері 95%-дан асатын талшықты материал. Ол тамаша механикалық, химиялық, электрлік және басқа да тамаша қасиеттерге ие. Ол «жаңа материалдардың патшасы» және әскери және азаматтық құрылыста жетіспейтін стратегиялық материал. «Қара алтын» деп аталады.
Көміртекті талшық өндірісінің желісі келесідей:

Жұқа көміртекті талшық қалай жасалады?
Көміртекті талшықтарды өндіру технологиясы осы уақытқа дейін дамып, жетілді. Көміртекті талшықтардан жасалған композиттік материалдардың үздіксіз дамуымен ол өмірдің барлық салаларында, әсіресе авиация, автомобиль, теміржол, жел энергетикасы қалақшаларының қарқынды өсуі және оның қозғаушы күші - көміртекті талшық өнеркәсібінің дамуымен көбірек танымал болып келеді. Болашағы одан да кең.
Көміртекті талшық өнеркәсібі тізбегін жоғары және төмен ағынды деп бөлуге болады. Жоғары ағынды деп әдетте көміртекті талшыққа тән материалдарды өндіруді айтады; төмен ағынды деп әдетте көміртекті талшық қолдану компоненттерін өндіруді айтады. Жоғары және төмен ағынды компаниялар оларды көміртекті талшық өндірісі процесіндегі жабдық жеткізушілер ретінде қарастыра алады. Суретте көрсетілгендей:
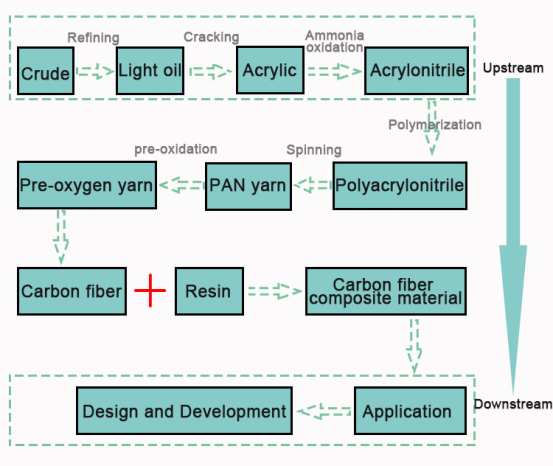
Шикі жібектен бастап көміртекті талшыққа дейінгі көміртекті талшық өнеркәсібі тізбегінің алдыңғы жағындағы бүкіл процесс тотығу пештері, көміртекті пештер, графиттеу пештері, бетті өңдеу және өлшемдерді анықтау сияқты процестерден өтуі керек. Талшық құрылымында көміртекті талшық басым.
Көміртекті талшық өнеркәсібі тізбегінің жоғарғы ағымы мұнай-химия өнеркәсібіне жатады, ал акрилонитрил негізінен шикі мұнайды өңдеу, крекинг, аммиакты тотығу және т.б. арқылы алынады; полиакрилонитрил прекурсорлық талшығы, көміртекті талшық прекурсорлық талшықты алдын ала тотықтыру және көміртектілеу арқылы алынады, ал көміртекті талшық композиттік материалы қолдану талаптарына сай көміртекті талшық пен жоғары сапалы шайырды өңдеу арқылы алынады.
Көміртекті талшықтарды өндіру процесі негізінен сызу, сызу, тұрақтандыру, көміртектеу және графиттеуден тұрады. Суретте көрсетілгендей:
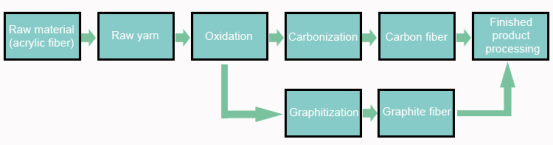
Сурет салу:Бұл көміртекті талшық өндірісінің алғашқы қадамы. Ол негізінен шикізатты талшықтарға бөледі, бұл физикалық өзгеріс. Бұл процесс кезінде айналдыру сұйықтығы мен коагуляция сұйықтығы арасында масса алмасу және жылу алмасу, соңында PAN тұндыру жүреді. Жіпшелер гель құрылымын құрайды.
Жобалау:бағытталған талшықтардың созылу әсерімен бірге жұмыс істеу үшін 100-ден 300 градусқа дейінгі температура қажет. Бұл сондай-ақ PAN талшықтарын жоғары модульде, жоғары арматуралауда, тығыздау мен жетілдіруде маңызды қадам болып табылады.
Тұрақтылық:Термопластикалық PAN сызықтық макромолекулалық тізбегі 400 градуста қыздыру және тотығу әдісімен пластикалық емес ыстыққа төзімді трапеция тәрізді құрылымға айналады, осылайша ол жоғары температурада балқымайды және жанбайды, талшық пішінін сақтайды және термодинамика тұрақты күйде болады.
Көміртектену:1000-нан 2000 градусқа дейінгі температурада PAN-дағы көміртекті емес элементтерді шығарып тастау және ақырында көміртегі мөлшері 90%-дан асатын турбостратикалық графит құрылымы бар көміртекті талшықтарды алу қажет.
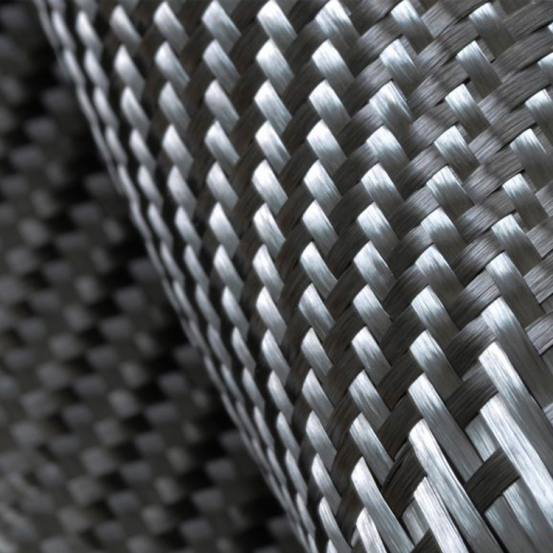
Көміртекті талшықтан жасалған мата
Графиттеу: Аморфты және турбостратикалық көміртекті материалдарды үш өлшемді графит құрылымдарына айналдыру үшін 2000-нан 3000 градусқа дейінгі температура қажет, бұл көміртекті талшықтардың модулін жақсартудың негізгі техникалық шарасы болып табылады.
Шикі жібек өндірісі процесінен дайын өнімге дейінгі көміртекті талшықтың егжей-тегжейлі процесі - PAN шикі жібегі алдыңғы шикі жібек өндірісі процесімен өндіріледі. Сым беру құрылғысының ылғалды қыздыруымен алдын ала тартылғаннан кейін, ол созу машинасы арқылы алдын ала тотықтыру пешіне кезекпен беріледі. Алдын ала тотықтыру пеші тобындағы әртүрлі градиенттік температурада пісірілгеннен кейін тотыққан талшықтар, яғни алдын ала тотыққан талшықтар түзіледі; алдын ала тотыққан талшықтар орташа температуралық және жоғары температуралық көміртектеу пештерінен өткеннен кейін көміртекті талшықтарға айналады; содан кейін көміртекті талшықтар көміртекті талшық өнімдерін алу үшін соңғы беттік өңдеуден, өлшемдеуден, кептіруден және басқа процестерден өтеді. . Үздіксіз сым беру және дәл бақылаудың бүкіл процесі, кез келген процестегі кішкене мәселе тұрақты өндіріске және соңғы көміртекті талшық өнімінің сапасына әсер етеді. Көміртекті талшық өндірісі ұзақ процесс ағынына, көптеген техникалық негізгі мәселелерге және жоғары өндірістік кедергілерге ие. Бұл бірнеше пәндер мен технологиялардың интеграциясы.
Жоғарыда көміртекті талшық өндірісі туралы айтылады, көміртекті талшық матасының қалай қолданылатынын қарастырайық!
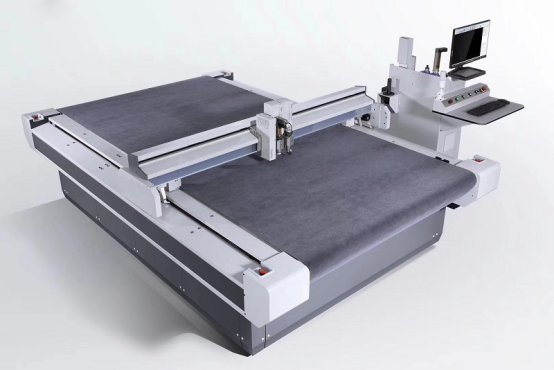
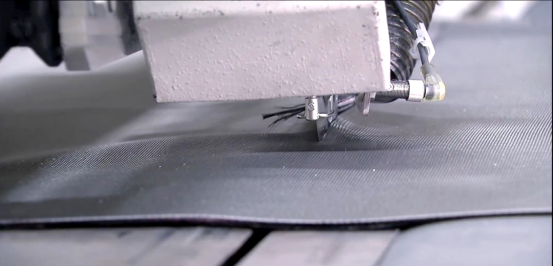
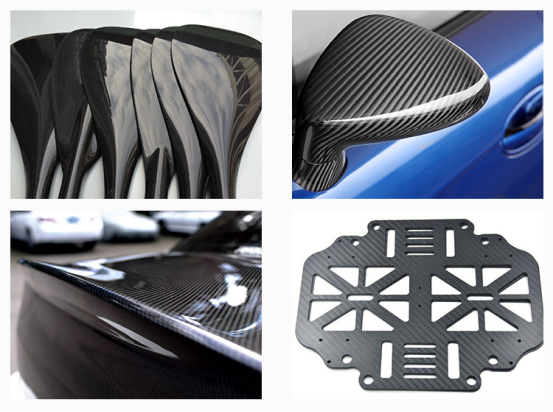
Көміртекті талшықтан жасалған мата өнімдерін өңдеу
1. Кесу
Препрег суық қоймадан минус 18 градус температурада алынады. Оянғаннан кейін, бірінші қадам - автоматты кесу машинасындағы материал диаграммасына сәйкес материалды дәл кесу.
2. Жол төсеу
Екінші қадам - төсеу құралына алдын ала дайындаманы төсеу және жобалау талаптарына сәйкес әртүрлі қабаттарды төсеу. Барлық процестер лазерлік орналастыру арқылы жүзеге асырылады.
3. Қалыптастыру
Автоматтандырылған өңдеу роботы арқылы дайындама қалыптау машинасына қысу арқылы қалыптау үшін жіберіледі.
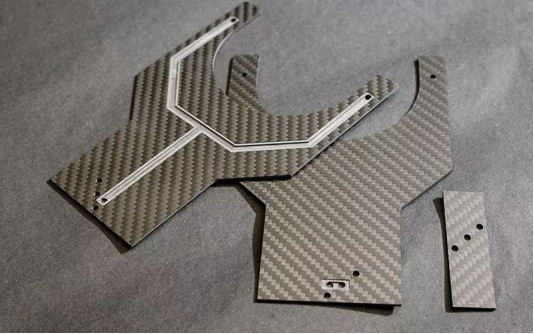
4. Кесу
Қалыптағаннан кейін, дайындама кесу және өңдеудің төртінші кезеңі үшін кесу роботының жұмыс орнына жіберіледі, бұл дайындаманың өлшемдік дәлдігін қамтамасыз ету үшін жүзеге асырылады. Бұл процесті CNC-де де пайдалануға болады.
5. Тазалау
Бесінші қадам - тазалау станциясында құрғақ мұзбен тазалауды орындау, бұл кейіннен желіммен жабу процесі үшін ыңғайлы.
6. Желім
Алтыншы қадам - желімдеу робот станциясына құрылымдық желім жағу. Желімдеу орны, желім жылдамдығы және желім шығысы дәл реттеледі. Металл бөлшектермен қосылыстың бір бөлігі шегеленеді, ол шегелеу станциясында жүзеге асырылады.
7. Жинауды тексеру
Желім жағылғаннан кейін ішкі және сыртқы панельдер жиналады. Желім қатайғаннан кейін, кілт тесіктерінің, нүктелердің, сызықтардың және беттердің өлшемдік дәлдігін қамтамасыз ету үшін көк жарықты анықтау орындалады.
Көміртекті талшықтарды өңдеу қиынырақ
Көміртекті талшық көміртекті материалдардың созылу беріктігінің күштілігіне де, талшықтардың жұмсақ өңдеу қабілетіне де ие. Көміртекті талшық - тамаша механикалық қасиеттері бар жаңа материал. Мысал ретінде көміртекті талшық пен біздің қарапайым болатты алайық, көміртекті талшықтың беріктігі шамамен 400-ден 800 МПа-ға дейін, ал кәдімгі болаттың беріктігі 200-ден 500 МПа-ға дейін. Беріктікке қарасақ, көміртекті талшық пен болат негізінен ұқсас және айқын айырмашылық жоқ.
Көміртекті талшықтың беріктігі жоғары және салмағы жеңіл, сондықтан көміртекті талшықты жаңа материалдардың патшасы деп атауға болады. Осы артықшылығына байланысты, көміртекті талшықпен күшейтілген композиттерді (CFRP) өңдеу кезінде матрица мен талшықтар күрделі ішкі өзара әрекеттесуге ие, бұл олардың физикалық қасиеттерін металдардың қасиеттерінен өзгеше етеді. CFRP тығыздығы металдарға қарағанда әлдеқайда аз, ал беріктігі көптеген металдарға қарағанда жоғары. CFRP біртекті еместігіне байланысты өңдеу кезінде талшықтың жұлынуы немесе матрицалық талшықтың ажырауы жиі кездеседі; CFRP жоғары ыстыққа төзімділікке және тозуға төзімділікке ие, бұл оны өңдеу кезінде жабдыққа талапшыл етеді, сондықтан өндіріс процесінде көп мөлшерде кесу жылуы пайда болады, бұл жабдықтың тозуына ауыр тиеді.
Сонымен қатар, оны қолдану салаларының үздіксіз кеңеюімен талаптар барған сайын нәзік бола түсуде, ал материалдардың қолданылуына қойылатын талаптар және CFRP сапа талаптары барған сайын қатаңдана түсуде, бұл өңдеу құнының өсуіне де әкеледі.
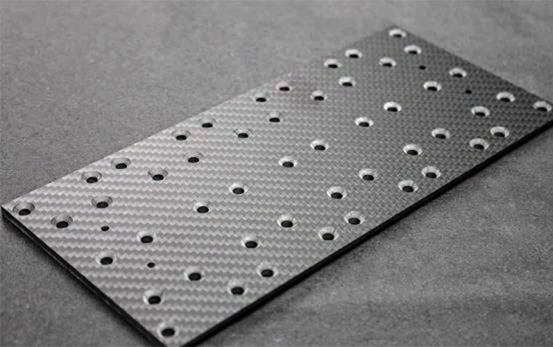
Көміртекті талшықты тақтаны өңдеу
Көміртекті талшықты тақтайша қатайтылғаннан және пішінделгеннен кейін, дәлдік талаптары немесе құрастыру қажеттіліктері үшін кесу және бұрғылау сияқты кейінгі өңдеу қажет. Кесу процесінің параметрлері және кесу тереңдігі сияқты бірдей жағдайларда әртүрлі материалдардан, өлшемдерден және пішіндерден жасалған құралдар мен бұрғыларды таңдау өте әртүрлі әсер етеді. Сонымен қатар, құралдар мен бұрғылардың беріктігі, бағыты, уақыты және температурасы сияқты факторлар да өңдеу нәтижелеріне әсер етеді.
Өңдеуден кейінгі процесте гауһар жабыны бар және қатты карбидті бұрғы ұшы бар өткір құралды таңдауға тырысыңыз. Құралдың және бұрғы ұшының тозуға төзімділігі өңдеу сапасын және құралдың қызмет ету мерзімін анықтайды. Егер құрал мен бұрғы ұшы жеткілікті өткір болмаса немесе дұрыс пайдаланылмаса, бұл тозуды тездетіп қана қоймай, өнімнің өңдеу құнын арттырып қана қоймай, сонымен қатар пластинаның зақымдалуына әкеледі, пластинаның пішіні мен өлшеміне және пластинадағы тесіктер мен ойықтардың өлшемдерінің тұрақтылығына әсер етеді. Материалдың қабаттап жыртылуына немесе тіпті блоктың құлауына әкеліп соғады, нәтижесінде бүкіл тақтай сынықтары пайда болады.
Бұрғылау кезіндекөміртекті талшық парақтары, жылдамдық неғұрлым жоғары болса, әсері соғұрлым жақсы болады. Бұрғылау ұштарын таңдауда PCD8 беткі жиекті бұрғылау ұшының бірегей бұрғылау ұшының дизайны көміртекті талшық парақтарына жақсырақ еніп, қабаттасып кету қаупін азайтады.
Қалың көміртекті талшықты парақтарды кескен кезде, сол және оң жақ спиральды жиектері бар екі қырлы қысу фрезасын пайдалану ұсынылады. Бұл өткір кесу жиегінің жоғарғы және төменгі спиральды ұштары бар, бұл кесу кезінде құралдың осьтік күшін жоғары және төмен теңестіреді, нәтижесінде пайда болған кесу күшінің материалдың ішкі жағына бағытталуын қамтамасыз етеді, осылайша тұрақты кесу жағдайларын қамтамасыз етеді және материалдың деламинациясының пайда болуын басады. «Ананас жиегі» фрезерінің жоғарғы және төменгі ромб тәрізді жиектерінің дизайны көміртекті талшықты парақтарды тиімді кесе алады. Оның терең жоңқалы флейтасы кесу процесінде жоңқалардың бөлінуі арқылы көп кесу жылуын алып тастай алады, осылайша көміртекті талшықтың қасиеттеріне зақым келтірмейді.
01 Үздіксіз ұзын талшықты

Өнімнің ерекшеліктері:Көміртекті талшық өндірушілерінің ең көп таралған өнім түрі, байлам мыңдаған монофиламенттерден тұрады, олар бұрау әдісіне сәйкес үш түрге бөлінеді: NT (Ешқашан бұралмаған, бұралмаған), UT (Бұралмаған, бұралмаған), TT немесе ST (Бұралған, бұралған), оның ішінде NT ең көп қолданылатын көміртекті талшық болып табылады.
Негізгі қолданылуы:Негізінен CFRP, CFRTP немесе C/C композиттік материалдары сияқты композиттік материалдар үшін қолданылады, ал қолдану салаларына ұшақ/әуежай жабдықтары, спорт тауарлары және өнеркәсіптік жабдықтардың бөлшектері кіреді.
02 Степл талшықты жіп

Өнімнің ерекшеліктері:қысқа талшықты жіп, жалпы мақсаттағы талшық негізіндегі көміртекті талшықтар сияқты қысқа көміртекті талшықтардан иірілген жіптер әдетте қысқа талшықтар түріндегі өнімдер болып табылады.
Негізгі қолданылуы:жылу оқшаулағыш материалдар, үйкеліске қарсы материалдар, C/C композиттік бөлшектері және т.б.
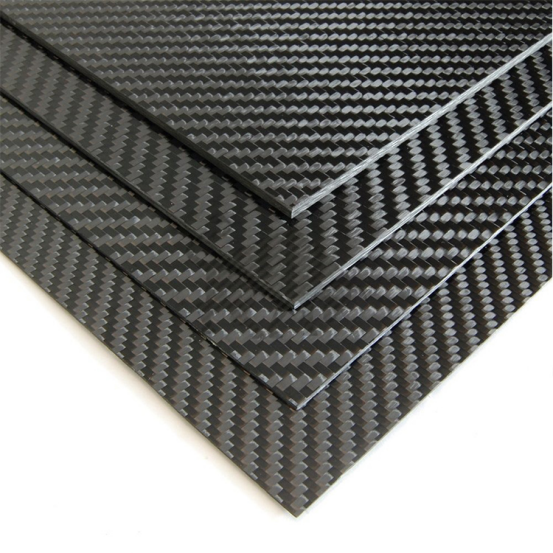
03 Көміртекті талшықтан жасалған мата

Өнімнің ерекшеліктері:Ол үздіксіз көміртекті талшықтан немесе көміртекті талшықтан иірілген жіптен жасалады. Тоқу әдісіне сәйкес, көміртекті талшықтан жасалған маталарды тоқылған маталарға, тоқылған маталарға және тоқыма емес маталарға бөлуге болады. Қазіргі уақытта көміртекті талшықтан жасалған маталарды әдетте тоқылған маталар деп атайды.
Негізгі қолданылуы:Үздіксіз көміртекті талшықпен бірдей, негізінен CFRP, CFRTP немесе C/C композиттік материалдары сияқты композиттік материалдарда қолданылады, ал қолдану салаларына ұшақ/әуежай жабдықтары, спорт тауарлары және өнеркәсіптік жабдықтардың бөлшектері кіреді.
04 Көміртекті талшықтан өрілген белдік

Өнімнің ерекшеліктері:Ол көміртекті талшық матасының бір түріне жатады, ол сонымен қатар үздіксіз көміртекті талшықтан немесе көміртекті талшықтан иірілген жіптен тоқылған.
Негізгі қолданылуы:Негізінен шайыр негізіндегі арматуралық материалдар үшін, әсіресе құбырлы өнімдерді өндіру және өңдеу үшін қолданылады.
05 Ұсақталған көміртекті талшық

Өнімнің ерекшеліктері:Көміртекті талшықтан иірілген жіп тұжырымдамасынан өзгеше, ол әдетте үздіксіз көміртекті талшықтан туралған өңдеу арқылы дайындалады, ал талшықтың туралған ұзындығын тұтынушының қажеттіліктеріне сәйкес кесуге болады.
Негізгі қолданылуы:Әдетте пластмасса, шайыр, цемент және т.б. қоспасы ретінде қолданылады, матрицаға араластыру арқылы механикалық қасиеттерін, тозуға төзімділігін, электр өткізгіштігін және жылуға төзімділігін жақсартуға болады; соңғы жылдары 3D басып шығару көміртекті талшық композиттеріндегі арматуралық талшықтар негізінен ұсақталған көміртекті талшықтар болып табылады.
06 Көміртекті талшықтарды ұнтақтау

Өнімнің ерекшеліктері:Көміртекті талшық сынғыш материал болғандықтан, оны ұнтақтағаннан кейін, яғни көміртекті талшықты ұнтақтағаннан кейін ұнтақ көміртекті талшық материалына дайындауға болады.
Негізгі қолданылуы:ұсақталған көміртекті талшыққа ұқсас, бірақ цемент арматурасында сирек қолданылады; әдетте матрицаның механикалық қасиеттерін, тозуға төзімділігін, электр өткізгіштігін және жылуға төзімділігін жақсарту үшін пластик, шайыр, резеңке және т.б. қосылыс ретінде қолданылады.
07 Көміртекті талшық төсеніші

Өнімнің ерекшеліктері:Негізгі формасы - киіз немесе төсеніш. Алдымен қысқа талшықтар механикалық талшықтау және басқа әдістермен қабаттастырылады, содан кейін инемен тесу арқылы дайындалады; көміртекті талшықты тоқылмаған мата деп те аталады, ол көміртекті талшықты тоқылған матаның бір түріне жатады.Негізгі қолданылуы:жылу оқшаулағыш материалдар, қалыпталған жылу оқшаулағыш материалдың негіздері, ыстыққа төзімді қорғаныс қабаттары және коррозияға төзімді қабат негіздері және т.б.
08 Көміртекті талшықты қағаз
Өнімнің ерекшеліктері:Ол көміртекті талшықтан құрғақ немесе дымқыл қағаз жасау процесі арқылы дайындалады.
Негізгі қолданылуы:антистатикалық пластиналар, электродтар, динамик конустары және қыздыру пластиналары; соңғы жылдары жаңа энергия көліктерінің аккумуляторлық катод материалдары және т.б. кеңінен қолданылуда.
09 Көміртекті талшықтарға арналған алдын ала дайындау
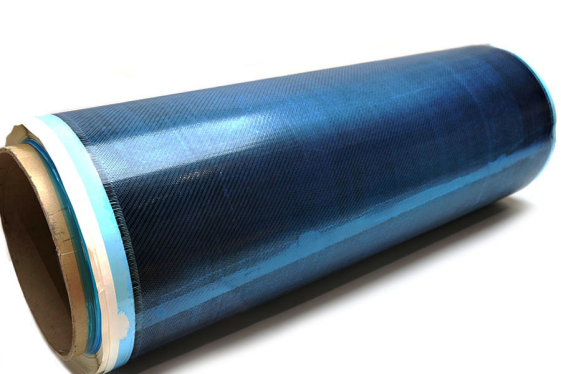
Өнімнің ерекшеліктері:көміртекті талшықпен сіңдірілген термосет шайырынан жасалған жартылай қатайтылған аралық материал, ол тамаша механикалық қасиеттерге ие және кеңінен қолданылады; көміртекті талшықпен препрегтің ені өңдеу жабдығының өлшеміне байланысты, ал жалпы сипаттамаларға ені 300 мм, 600 мм және 1000 мм болатын препрег материалы кіреді.
Негізгі қолданылуы:ұшақтар/әуежай жабдықтары, спорт тауарлары және өнеркәсіптік жабдықтар және т.б.
010 көміртекті талшықты композиттік материал
Өнімнің ерекшеліктері:Көміртекті талшықпен араласқан термопластикалық немесе термосет шайырынан жасалған инъекциялық қалыптау материалы, қоспаға әртүрлі қоспалар мен ұсақталған талшықтар қосылады, содан кейін қосылыс процесінен өтеді.
Негізгі қолданылуы:Материалдың тамаша электр өткізгіштігіне, жоғары қаттылығына және жеңіл салмағына сүйене отырып, ол негізінен жабдық корпустарында және басқа да өнімдерде қолданылады.
Біз сондай-ақ өндіремізшыны талшықты тікелей тасымалдау,шыны талшықты төсеніштер, шыны талшықты тор, жәнешыны талшықтан жасалған тоқылған роуинг.
Бізбен хабарласыңы :
Телефон нөмірі: +8615823184699
Телефон нөмірі: +8602367853804
Email:marketing@frp-cqdj.com
Жарияланған уақыты: 01.06.2022





